Author: Site Editor Publish Time: 2026-03-13 Origin: Site
High Strength AAC Blocks are not only a “lightweight wall material”—they are a modern way to build faster, save energy, and standardize quality across large projects. From QUNFENG’s manufacturing perspective, the key is not just the block formula. The real advantage comes from an automated AAC block production line that turns raw materials into stable, repeatable output with tight process control, low manual dependency, and reliable curing performance
AAC (Autoclaved Aerated Concrete) blocks are made with fly ash (or sand), cement and lime as the main cementing materials, plus aluminum powder as the foaming agent. The foaming creates a uniform internal pore structure, which gives AAC its well-known benefits: light weight, heat preservation, energy saving, and environmental value through waste recycling. In many markets, AAC light-weight blocks are actively promoted because they help projects meet today’s efficiency and sustainability expectations without adding complexity to installation.
For buyers, “high strength” is not only about a lab result. It is about whether the blocks arrive on site with consistent density, clean edges, and reliable performance from batch to batch. That is why QUNFENG focuses on automated production logic: stable raw material preparation, precise batching, controlled mixing and casting, accurate cutting, and dependable autoclave curing—so your output stays predictable even when volumes increase.
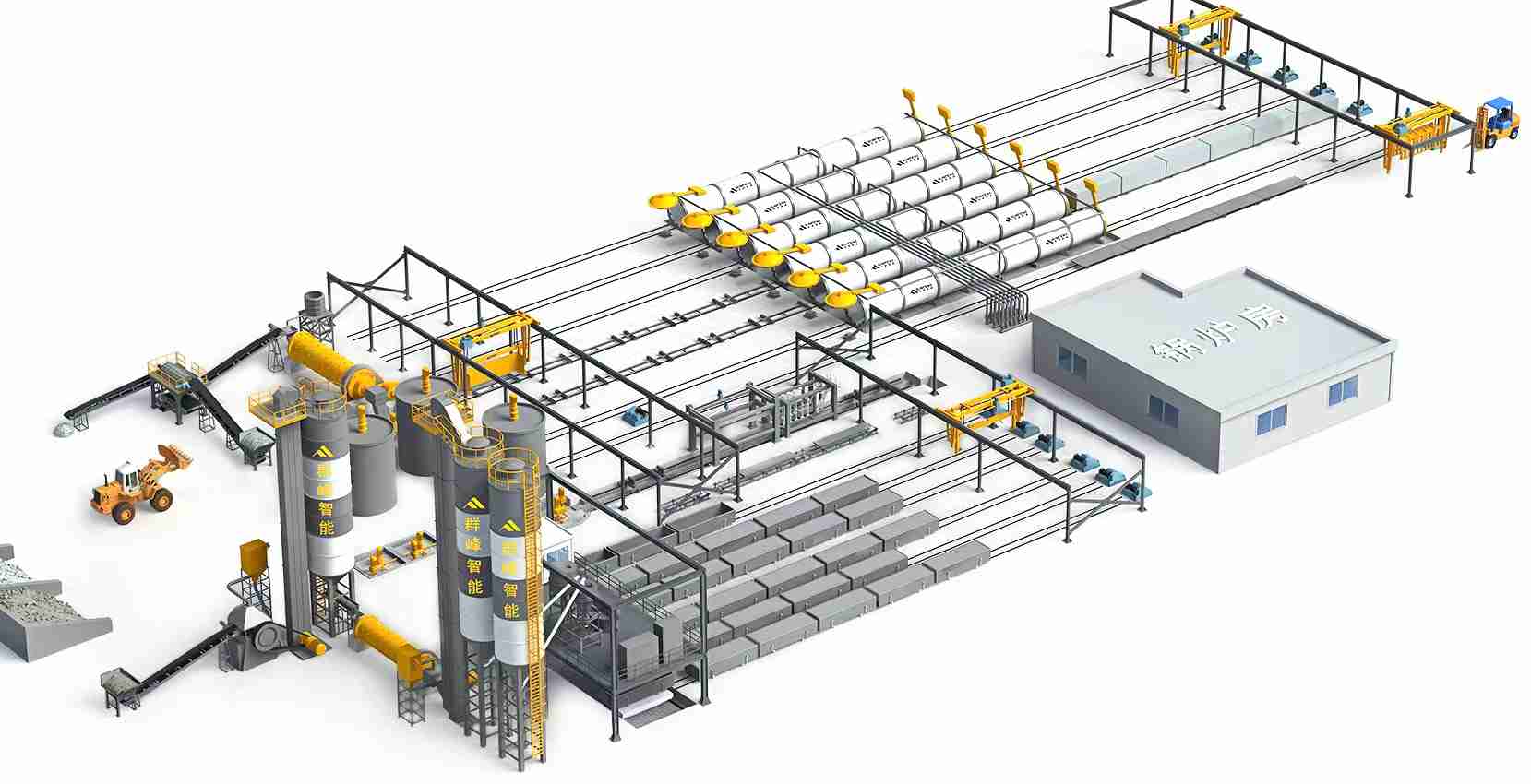
A high-performing AAC line is a sequence of connected steps, not separate machines. The typical flow includes crushing, measuring, mixing, pouring, pre-curing, demoulding/turning, cutting, autoclaving (steaming), and finished product handling. When these steps are automated and coordinated, production becomes easier to scale and easier to manage.
In practical terms, automation improves three outcomes at once: speed, consistency, and labor efficiency. Your team is not “guessing” proportions or relying on personal habits for timing. The system makes the routine repeatable. It also reduces the rework risk that often comes from unstable slurry concentration, uneven foaming, or cutting inaccuracies that damage block edges.
Here is what customers usually feel on day-to-day operation:
✓ Faster line rhythm because key steps are synchronized, not manually queued
✓ More stable quality because measuring and batching are automated and traceable
✓ Lower operating stress because fewer tasks depend on individual worker skill
Many buyers focus on mixers and autoclaves, but strong and consistent blocks often start earlier—at raw material treatment. Siliceous materials such as sand or fly ash typically need pulverizing and grinding. Calcareous materials such as lime often come as lump lime and must be crushed and ground. This is why the front-end section matters: it sets up a stable foundation for the entire line.
In a standard configuration, a jaw crusher reduces bulk material to the correct feed size for grinding. For example, common jaw crusher models in AAC lines can accept max feeding diameters like 125 mm (PEX-150×750) or 250 mm (PEX-300×1300), supporting practical pre-processing before milling. After crushing, bucket elevators and conveyors move powders to silos efficiently, keeping the line clean and organized.
Grinding is equally important. For AAC production, fine grinding is not optional—it is what enables uniform interaction between lime, gypsum, sand, slag, and related materials. Ball grinders are available across a practical range, typically 3.5–4 t/h (Φ1.5×5.7) up to 19–22 t/h (Φ2.4×8), so you can select a mill that fits your capacity plan and avoids bottlenecks.
AAC is different from normal concrete because the pouring stage is where the foaming reaction begins. That is also where quality risks appear if dosing is not precise. In modern automated lines, the weighing system is the “process discipline” that keeps density and strength consistent.
A complete dosing section typically includes separate weighing for slurry, lime/cement powders, and water, then feeds these into a pouring mixer. In QUNFENG-style configurations, pouring mixers are selected based on annual capacity needs, such as a 4.2 m mixer for ≤150,000 m³/year, or larger models like 6 m for 300,000 m³/year. This capacity matching matters because it keeps mixing time, temperature control, and casting rhythm stable—so the green body forms evenly and pre-curing becomes predictable.
This stage is also where energy efficiency becomes practical. Stable measurement is a direct lever on efficiency: it reduces wasted batches, limits cleaning time, and preserves continuous operation, lowering cost per m³.

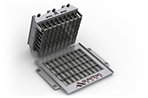
After pre-curing, the “cake” is strong enough for demoulding and cutting. Turning cranes flip the moulded cake (often 90° in air) for demoulding and transfer. Then cutting equipment performs horizontal and vertical cutting to achieve the required block sizes and clean surfaces.
Cutting accuracy is not just appearance—it affects customer acceptance, installation speed, and waste rate. In typical AAC cutting systems, cutting precision can reach ±3 mm with finer allowances shown as ±1.5 mm in key directions, which helps blocks stack neatly and reduces mortar/adhesive compensation on site.
Autoclaving is the final “strength and stability” step. The autoclave cures the blocks under high pressure and temperature so hydration reactions complete properly. A representative autoclave configuration may use a design pressure of 1.6 MPa and a set temperature around 204°C, using saturated water vapor as the working medium. When curing is stable, blocks come out with more uniform performance, and quality becomes easier to standardize for multi-site supply.
✓ Clean cutting improves packing, transport stability, and on-site laying speed
✓ Stable autoclave curing strengthens consistency across large batches
✓ Automated handling reduces edge damage and improves finished yield
If you are planning a 2026 upgrade or a new plant and want stable, fast output of High Strength AAC Blocks, QUNFENG can help you design a practical production line matched to your capacity target and raw material conditions (fly ash or sand). Share your planned annual output (for example 150,000 m³/year or 300,000 m³/year), block size range, steam/boiler conditions, and factory layout. We will propose a complete line configuration—from crushing and grinding to dosing, cutting, and autoclaving—so you can scale efficiently, control quality, and reduce operating risk with an automation-first approach.